
产品中心PRODUCT CENTER
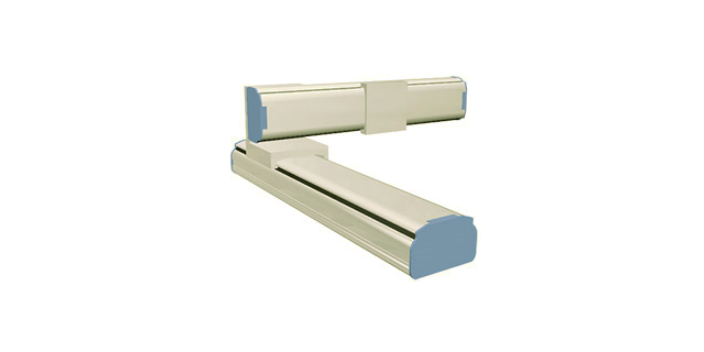
在发展中求生存,不断完善,以良好信誉和科学的管理促进企业迅速发展这是我们近期考虑自动化。当我们为引进机器人而浏览各厂商的网站时,我们被雅马哈庞大的产品阵容所吸引。从小型执行器到直交、水平多关节、垂直多关节机器人,甚至还有视觉系统和传送带。这样的话我们觉得雅马哈应该会针对各种情况给我们提案。我们是一家有100年的历史的烘焙点心制造商。在大家的支持下,产品需求逐年增加,我们却因为经常性人手不足而烦恼。在将包装后的点心装箱的工序中,由于每个作业人员将1种烘焙点心装箱,作业人数根据包装数量而异。因此,有必要按上限的包装数量来安排作业人员,这就会造成浪费。就这个问题咨询雅马哈后,我们收到了一个提案,即使用机器人将流程自动化,以前需要8个人的工序只需1个人就可以运行。经过分析后发现,如果作业人员能减少到1人,那么轮班工作的门槛一下子就会降低很多,即使在每年几次的旺季,也可以进行稳定生产。当初引进机器人是为了节省劳动力,没想到效果比预期好很多,不但提高了生产效率、降低了成本,还减少了人为失误,因此确保了质量稳定,一举多得,让人喜不胜收。在雅马哈的支持下,今后我们将在继承历史和传统的同时,顺应新时代的变化,继续为顾客提供更美味的烘焙点心。雅马哈工业机器人创业至今已超过50年,始终坚持通过产品制造和服务来实现各种价值创造。YAMAHA线性传送模组LCM100
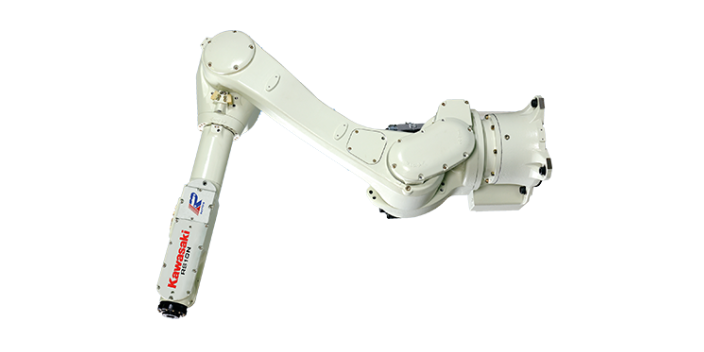
提高生产效率为优先条件。但,无法在生产启动上耗费太多的时间……为追求进一步提高生产率,E公司着手进行全公司业务改善。提高产量也就成了生产部门的首要课题。围绕这一课题,生产部门开始考虑生产设备的替换问题。其中,作为提高生产率的有效手段之一,考虑了是否采用机器人视觉系统。但,对机器人视觉系统,负责控制的人员却表示担心。“以前,在构建视觉系统时,出乎意料地耗费了很多时间。结果延迟了生产线开始运转的时间,尝过苦头。不想再经历一次了”负责人U先生回顾道。智能雅马哈水平多关节型机器人华东地区代理YAMAHA雅马哈机械手是一种高性能的工业机器人。

更换电池工业机器人各轴的位置数据通过后备电池保存,电池应进行定期更换(一年半)。此外,若后备电池显示电压下降报警时,也应及时更换电池。(1)更换控制器主板电池程序和系统变量存储在主板上的SRAM中,由一节位于主板上的锂电池供电,以保存数据。当这节电池的电压不足时,会在TP上显示报警(SYST-035LoworNoBatteryPowerinPSU)。当电压变得更低时,SRAM中的内容将不能备份,这时需要更换旧电池,并将原先备份的数据重新加载。因此,用户平时应注意定期备份数据。控制器主板上的电池每两年换一次。更换电池时,请务必在通电状态下进行。在未通电时更换电池,会丢失当前的位置信息,导致不必要的数据丢失。
以前,为了高效进行多品种生产,我们在改善品种切换作业方面花了很大的力气。在我们的努力下,作业时间从10分钟减半为5分钟。有客户来工厂参观时,我们就介绍这些改善效果。但即使缩短了作业时间,1天要进行多次5分钟作业的话,谈不上是高效。为了不降低设备运行率,我们需要优先把生产数量多的品种进行一定程度的集中,然后再生产。这次我们之所以探讨引进雅马哈发动机的LCMR200,是希望能进一步提高设备运行率。由于LCMR200可以通过程序来变更停止位置,实现了“无换产调整作业”,因此我们收到了预期效果。接着我们在后面的设备上也采用了LCMR200,该设备在投放侧装有读取产品二维码的机构,废除了从触摸屏进行的操作。这样就实现了全自动化。由此,设备运行率大幅提高,无需再进行品种切换,现在也不用在意小批量的订单了。YAMAHA雅马哈直线电机在工业自动化、机器人技术和医疗设备等领域具有多的应用前景。
洁净型单轴机器人TRANSERVO(SSC), FLIP-XC在主机上部配备高耐久性不锈钢板。可垂直使用洁净度:CLASS10抽吸量:15~90Nℓ/min行程:50~2050mm搬运重量:1~120kg
TS-S2TRANSERVO 系列 机器人定位器可控制的机器人:TRANSERVO支持 CE 标记:○支持现场网络:CC-Link、DeviceNet、EtherNet/IP、PROFINET运行方法:点位跟踪、远程命令、联机指令点位个数:255点输入电源:主电源 DC24V±10% 控制电源 DC24V±10%原点复归的方式:增量式 YAMAHA雅马哈直线电机的安装和维护相对简单,使用成本较低。工业雅马哈单轴机器人价格
YAMAHA雅马哈机器人具备学习能力,可以根据用户的需求和偏好进行个性化定制。YAMAHA线性传送模组LCM100
产品转产的准备时间只有3个月……必须缩短工时。电子元件制造商N公司,伴随产品转产不得不对生产设备进行改装。如何提高改装生产设备的效率也就成了必须解决的重要课题。也就在这个时候,公司计划构建生产新产品的生产线,而且必须在3个月后就开始生产。一直使用的转位工作台,需要对停止位置进行微调,但这非常费工费时。每次为产品转产改建生产线,设备负责人员都会被催促交期。并且,在安装有多个转位工作台的位置对设备进行调整或维修,不得不在转位工作台之间多次来回移动。而且,在转位工作台之间进行组装或调整,操作性很差,这也给设备负责人员带来很大的压力。构建生产线的时间有限,这就要求必须缩短工时与提高效率。YAMAHA线性传送模组LCM100



